The first time the idea about continuous casting appeared in 1857 as Sir Henry Bessemer (1813–1898) received a patent for casting metal between two contra-rotating rollers for manufacturing metal slabs, but that time this method remained without attention. It wasn’t possible to implement this technology over the next 100 years. After that began a rapid development and frequent use of this method.
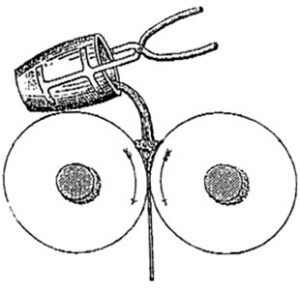 The original drawing of H. Bessemer which illustrates the principle of producing of metal slabs that is considered to be the first method of continuous casting in the world.
The original drawing of H. Bessemer which illustrates the principle of producing of metal slabs that is considered to be the first method of continuous casting in the world.
The original drawing of H. Bessemer which illustrates the principle of producing of metal slabs that is considered to be the first method of continuous casting in the world.