Die Idee des Stranggusses entstand erstmals 1857, als der britische Erfinder Henry Bessemer (1813-1898) eine Gießtechnologie von ´Zwilling-Rollen´ zur Gewinnung von Plattenmetall patentierte. Damals blieb aber dieses Verfahren außer Acht.
Noch während der folgenden 100 Jahre war dieses technologische Verfahren nicht umsetzbar. Danach begann eine rapide Entwicklung des Stranggusses und die Anwendung des Verfahrens.
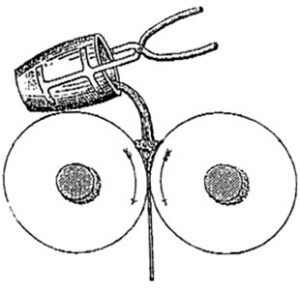
Die Originalzeichnung von H. Bessemer, die das Prinzip der Gewinnung von Plattenmetall illustriert. Das Prinzip gilt als Ursprung der Technologie des Stranggusses in der Welt.